
科研成果
电力铜铝导电排焊缝超声波检测
时间:2014-07-02 09:30 阅读: 次
铜铝导电排用于电力行业中电流的传导,其采用特殊焊接工艺焊接而成。由于铜铝导电排焊接属于一种材料的链接,且铜和铝具有特殊的材料物理特性,其焊接工艺不能使用普通的熔焊,而是采用摩擦、闪光焊、钎焊等,用熔摩擦焊焊接方法焊接铜铝,焊接出来的接头脆性大,易产生裂纹且焊缝易产生气孔,焊接起来的工件难免出现断裂,出现断裂后就可能使导电体断路,所以往往达不到实际生产中要求的效果。
因此,实际生产中大多采用钎焊(通常用铜铝焊丝、铜铝焊膏等)把铜和铝焊接在一起,通过钎焊工艺把钎料作为中间介质把铜和铝焊接在一起(实际产生冶金反应,钎料通过毛细作用渗入铜材和铝材分子结构中),焊接后接头成型较好,抗拉抗剪性能及导电性耐腐蚀性好。
对于对接焊的铜铝导电排,其焊缝中易产生气孔及裂纹缺陷,通常采用超声、射线和渗透等无损检测方法进行检测,但射线对人体伤害大,渗透只能检测表面缺陷且受表面粗糙度影响大,因此,我们宜采用超声检测技术来对其薄板焊缝进行检测。

(一)横波多次反射法
铜铝导电排的厚度一般在5mm~12mm,其焊缝类型属于薄板双面对接焊缝,利用横波多次反射的原理来探测整个焊缝区域中的缺陷。
由于铜和铝属于异种材料,其声阻抗Z=ρc相差较大,铝的声速CAl>CCu,因此,当声波斜入射到Al和Cu界面时会产生反射和折射,入射角大于折射角,如下图2所示。

根据声波斜入射声压反射和透射率公式(1)可知,声波斜入射Al-Cu界面(从Al入射进入Cu),若果发生全透射测需要满足:
1. ρ2/ρ1>1时,满足ρ2C2<ρ1C1,且 C1>C2
2. ρ2/ρ1<1时,满足ρ2C2<ρ1C1,且C1<C2
由于ρCu>ρAl,CCu<CAl,ρCuCCu<ρAlCAl,不满足以上条件,声波不会发生全反射,有一部分能量会透射到Cu中,存在一部分能量损失,因此,在超声检测时可选用较高频率探头、配置相应的声阻抗、滤波范围等来达到最佳检测效果。
当超声斜入射到Cu-Al界面(声波从Cu中进入Al中)时,声波从声速小的介质进入声速大的介质当入射声波达到一定临界角便可产生全反射现象,入射角度选择可通过斯奈尔声波折射定律计算得到θ>48.7°时,声束完全反射,更有利于缺陷 的检测。
实际对焊缝进行检测时,需要在焊缝两侧进行探测,找到底端反射波B,移动探头找到顶端反射波T,出现在B和T波之间的异常回波即为缺陷波,如下图3中所示:
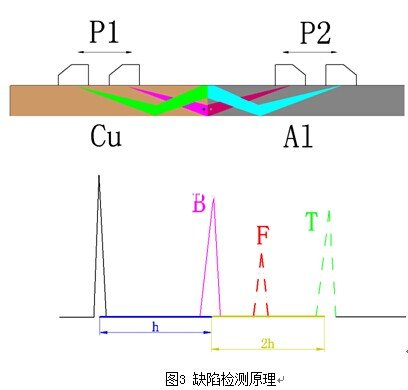
由于检测时采用声波的多次反射法进行检测,可选择具有声程跨距显示功能的探伤仪,通过输入检测板厚度值,从而在探伤仪波形显示区域可更直观显示检测缺陷具体信息。
(二)超声穿透法
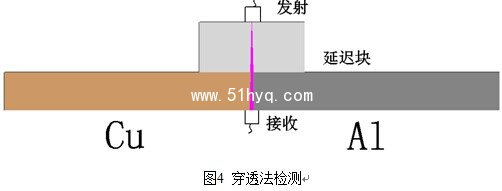
采用钎焊方法的铜铝导电排易产生气孔、夹杂等缺陷,在使用过程中由于分子渗透和环境腐蚀,这些缺陷容易发展成较大缺陷曹成短路,采用超声穿透衰减法来对焊缝部位进行检测,可较直观的检测出该类缺陷。由于受板厚的限制,为减少表面检测盲区,借助合适厚度的超声延迟块来进行检测,观察无缺陷时和有缺陷时超声衰减量的差异,从而判断缺陷的存在,其检测原理如下图4所示:
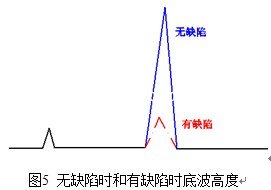
如图5所示,如果焊缝中存在一定尺寸的气孔或者夹杂缺陷,收到的超声波波幅远远小于没有缺陷时,当缺陷达到一定尺寸后,接收探头无法接收到超声波。
我公司研发生产的绝缘子超声波探伤仪 可实现对各种电力铜铝导电排焊缝超声波检测,请放心选购。
下一篇:变压器局部放电检测如何进行?
上一篇:核相器检定装置必须具备哪些特点?


